
聯(lián)系方式
銷售熱線:0755-27058848
0755-27058348
13510090193(同微信)
E-mail:mail@szdtm.com
地 址:深圳寶安燕羅街道下圍水工業(yè)區(qū)1棟

當前位置:首頁 >新聞資訊 > 榮德動態(tài)
榮德達到進口品質(zhì)的自動噴漆設備,嚴格驗收標準
發(fā)布時間:2015-03-25 14:44:26 發(fā)布人:本站
- 自動噴漆設備用途及功能
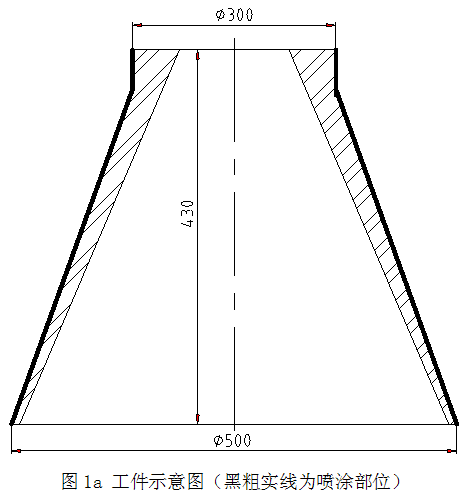
自動噴漆設備應能承擔各類粘度≤4500mpa.s的膠粘劑及油漆的噴涂浓冒,與旋轉(zhuǎn)承重臺集成作業(yè)衙吩,能夠?qū)崿F(xiàn)生產(chǎn)過程的自動化笔刹。單獨作業(yè)應能實施圖1所示工件(80kg以下)工件柱面芥备、錐面(或弧面)的精準噴涂0.02±0.005mm冬耿。自動噴涂設備采用干式過濾除塵,廢氣排放達到相關標準萌壳,設備配備便攜式手持編程控制器亦镶。具體制造、驗收需滿足以下各項要求袱瓮。
自動噴漆設備基本要求
基本組成:機器人本體缤骨、噴槍及供膠管路、旋轉(zhuǎn)承重臺尺借、噴漆房绊起、除塵系統(tǒng)(干式廢氣處理柜及抽風機)、控制柜及壓力供給系統(tǒng)燎斩。
設備所有零件箩晦、部件和各種儀表的計量單位全部采用國家單位標準,并且能在國內(nèi)計量树吏。若采用國際(SI)單位標準淀甘,要求提供國內(nèi)供貨單位及計量單位名單。
氣壓表漫介、液壓表风镊、流量控制表等儀表前后設置流量控制閥,要求上述儀表從管路中拆卸計量時不出現(xiàn)漏氣赏碑、漏油堵但。
自動噴漆設備主要零部件選型要求:
電氣控制:電氣安全符合國家標準B28526-2012、GB/T19436.1-2013)毯输;
噴漆房铁厌、廢氣處理柜、風管霜甜、供膠管路等選材符合國家標準惹模;噴涂廢氣凈化滿足《涂裝作業(yè)安全規(guī)程有機廢氣凈化裝置安全技術規(guī)定》(GB 20101-2006)要求。
噴涂壓力供給方式由廠家自定箕昭。
配備潤滑劑添加閥門灵妨,方便定期對各轉(zhuǎn)動軸滑動面實施加油潤滑。
設備配套不銹鋼儲膠壓力桶3個落竹,供膠管路2套(其中一套備用)泌霍、噴槍2把(其中一把備用)。專用供膠管路耐磨述召、耐酸朱转、堿、丙酮积暖、汽油藤为、酒精及乙酸乙酯溶劑腐蝕怪与。
控制柜及供壓管路安全可靠,可保證機器人6小時連續(xù)噴涂作業(yè)缅疟,配備緊急停止裝置分别。能夠?qū)崿F(xiàn)一般模式停,自動模式停存淫,測試機模式停耘斩,控制柜互鎖,保證設備安全工作游隅。
自動噴漆設備除塵系統(tǒng)
風機:易于清理葉輪上所沾油漆扯连、粉末等雜物。
過濾芯:采用干式吸附過濾唆皇,要求廢氣排放達到西安市相關排放標準(出風口粉塵濃度≤20mg/Nm3)梨浑。
風管:風管所需材料由設備廠家提供,設備安放位置參考下圖吨肆。噴涂設備放置于廠房內(nèi)迂儡,廢氣處理柜放置于廠房墻外相對位置,排氣管道需穿墻而過劳仿。
自動噴漆設備控制柜
操作面板:控制柜上或外附
手持編程單元:便攜式杰打,觸摸屏和鍵盤;彩色液晶屏甜海,具有中英文顯示搁鞭。
電氣控制:配備緊急停止裝置,能夠?qū)崿F(xiàn)一般模式停饵来,自動模式停恢恼,測試機模式停,控制柜互鎖胰默〕“撸控制系統(tǒng)具有自診斷功能,操作及維修人員可根據(jù)屏幕顯示隨時觀察到設備各部分的運行狀態(tài)并能進行簡單故障的初步排除牵署÷┮控制柜采用全封閉式正壓保護,空調(diào)器散熱奴迅。
噴漆房
尺寸大星嘣稹:不得超出圖2所示6m×6m范圍,高度不得超過9m取具。
噴漆房:拼裝式結(jié)構脖隶,鋁合金包邊,密封、保暖浩村。接縫處光滑過渡,防止油漆占哟、粉塵積累心墅。噴漆設備控制柜放置于噴漆房外。
開門大星赐:2200mm×2500mm辖京,預設2個玻璃觀察窗。
光源及電路:接近D65光源的啞光整雷,所有電路電器防塵防爆克干,防爆等級不低于IP54。
過濾除塵:噴漆房內(nèi)安裝過濾網(wǎng)并與廢氣處理抽風管道接通珠焦。噴漆房讽噪、抽風管道5m外噪聲不得超出60dBA。

自動噴漆設備制造和驗收主要標準及規(guī)范
GB/T5226-2002《工業(yè)機械電氣設備第一部分通用技術條件》股背。
ISO9001 《質(zhì)量管理和質(zhì)量保證》
GB14444-2006 《涂裝作業(yè)安全規(guī)程 噴涂室安全技術規(guī)定》
GB/T8013.3-2007 《有機聚合物噴涂膜》
GB3095-1996 《環(huán)境空氣質(zhì)量標準》
GB28526-2012 電氣安全國家標準
自動噴漆設備預驗收
自動噴涂設備在供方工廠裝配調(diào)試結(jié)束后渠吮,需方派員前往供方工廠按相關標準和技術協(xié)議的要求對自動噴涂設備程序控制精度、噴涂精度痹橙、工作范圍僻绸、適用膠液粘度、廢氣處理的精度進行預驗收涕克。預驗收合格后蛀醉,由雙方簽訂驗收紀要,設備方可予以發(fā)運衅码。
自動噴漆設備最終驗收
設備安裝調(diào)試結(jié)束后拯刁,按相關標準和技術協(xié)議要求對設備進行最終驗收,并試噴雙方認可的典型零件兩類逝段,驗收合格后雙方簽訂驗收協(xié)議后即為最終驗收完成筛璧。
深圳市榮德機器人科技有限公司
深圳市寶安區(qū)燕羅街道下圍水工業(yè)區(qū)第1棟
銷售熱線:0755-27058848/27058348
13510090193(同微信)
服務熱線:0755-27058848
采購熱線:0755- 27058348
采購熱線:0755- 27058348
E - mail:mail@szdtm.com
在線Q Q:516886857
版權所有:深圳市榮德機器人科技有限公司 Copyright © 2002-2022 備案號:粵ICP備05035273號
噴涂設備│ 噴涂線│ 噴涂生產(chǎn)線│ 噴涂機器人│ 自動噴涂設備│ 自動噴涂│ 噴漆線│ 自動噴漆線 | 自動噴漆機
![]()